タップを立てる・ねじ山を立てる・ねじを切るなど色々な呼び方がありますが、全て穴にねじ山を作る作業のことです。
金属や樹脂部分にねじ穴があれば、ナット不要で、ねじを留め付けることができます。また、潰れたねじ山も再タップで切りなおす事で、ある程度の修復が可能です。
この記事では、
- ねじ山を作るには、どんなタップを使えばいいか?
- タップを切る手順と下穴径
- どのくらいの厚さの板ならタップを切れるのか?
という内容で説明していきます。
タップの下穴形状
タップの種類も用途や加工方法により色々な形状があります。スパイラルタップ・ポイントタップ・ハンドタップなどが代表的なものです。
穴の形状によっても使い分ける必要があるので、まずは穴の形状から説明します。
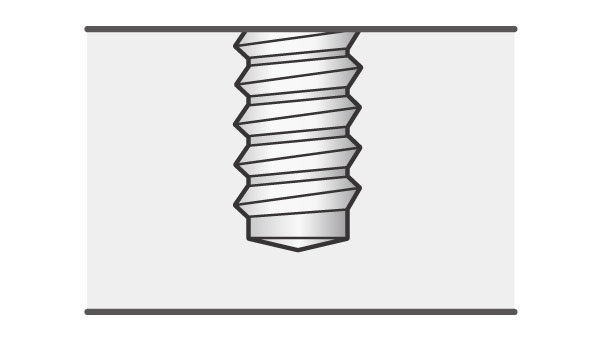
止まり穴(袋穴)と通り穴(貫通穴)
ねじ山を作る場合、下の絵のどちらかのパターンの下穴にねじを切ることになると思います。
貫通している穴を通り穴または、貫通穴と呼びます。貫通していな方を、止まり穴または袋穴と呼びます。止まり穴の方は、削った切粉が、穴の中にたまってしまうため、少し厄介です。
ねじを切りたい穴が、どちらなのか確認してからタップを選ぶようにしましょう。
通り穴

止まり穴
タップの種類
穴の形状・加工方法によって、タップを使い分けます。
スパイラルタップ
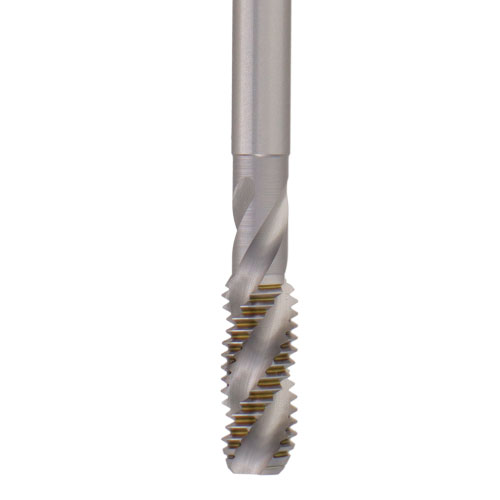
ねじ山を切る刃が、らせん状になっているタップです。らせん状になっていることで、金属の切粉が穴の外に排出される構造になっています。切粉が穴の中にたまらないので、止まり穴のねじ切りに向いています。機械加工用がメインで手工具として使用されることはあまりありません。
| 適用穴 | 加工方法 |
| 止まり穴 | 機械加工 |
ポイントタップ

見た目は、ハンドタップに似ていますが、基本的に機械加工に使用するタップです。切粉を先端方向に排出する構造のため、通り穴用のタップです。切削能力が高く、機械加工においては、安定した加工ができるのが特徴です。
| 適用穴 | 加工方法 |
| 通り穴 | 機械加工 |
ハンドタップ

名前の通り、手加工で、ねじ山を作るためのタップです。DIYでは、一番使用するタップだと思います。基本的には、先・中・上の3本構成となっていますが、通り穴の場合は、中タップだけでの加工ができます。DIY用のタップセットは中タップのみが入っている事が多いです。
| 適用穴 | 加工方法 |
| 通り・止まり兼用 | 手加工 |
ハンドタップを使う時の通り穴と止まり穴の違い
ハンドタップは、基本的には、先・中・上の3種類のタップを順番に使用します。先タップは、下穴にまっすぐに入るように、先端部は、ねじ山の引っかかりがほんとんどありません。中タップのガイド穴を作る役目だと考えてください。中タップは、上タップのガイドの役目をして、最終的には上タップで仕上げます。
通り穴の場合は、手順を簡略化できるので、通り穴と止まり穴の違いは、下記をご覧ください。
通り穴
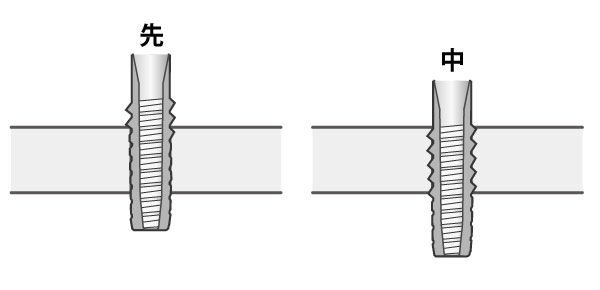
通り穴の場合は、タップを貫通させることで、中タップのみ(絵は先タップを使用していますが)での施工が可能です。
止まり穴

止まり穴の場合は、穴の奥までねじを切る必要があります。先・中・上を使用して有効なねじ山を少しづつ深くしていきます。
では、実際に、通り穴にねじを切る手順を説明していきます。
めねじを作る(タップをたてる)方法
今回は、ホームセンターで購入した、ハンドタップセットで、ねじを切っていく手順を説明します。セット品は安いですが、袋穴や極厚の板でなければ充分な仕事をしてくれます。
順序としては、ポンチ打ち→下穴をあける→タップを立てるという感じです。複雑な作業はありません。
ポンチを打つ
ねじを切る場所を決めます。
決めたら、マーキングしてポンチを打ちます。ポンチを打っておくと、下穴を開ける際に、ドリルの先端がずれないので、狙った場所にねじを切る事ができます。


ポンチを打つには、ハンマーで叩いて使うセンターポンチや、押し込むとバネの力でポンチが打てる、オートポンチなどがあります。


オートポンチは、片手で作業ができるので便利です。
下穴をあける
下穴は、タップメーカーの規定の穴径を守ってください。
垂直な穴あけが必要となります。できる限り、ボール盤で穴あけをするようにしましょう。


穴を開けたままだと、バリが出ている状態なので、太めのドリルの先端を利用して軽く穴をさらっておきます。
取り外せないパーツや、ボール盤の上に乗らないような大型のものの場合は、治具などを用意して垂直な穴あけを行ってください。
JIS2級めねじ用参考下穴表
M1~M6の下穴表
| ねじの径とピッチ | 推奨下穴径 |
|---|---|
| M1-0.25 | 0.75 |
| M1-0.2 | 0.8 |
| M1.1-0.25 | 0.85 |
| M1.1-0.2 | 0.9 |
| M1.2-0.25 | 0.95 |
| M1.2-0.2 | 1 |
| M1.4-0.3 | 1.1 |
| M1.4-0.2 | 1.2 |
| M1.6-0.35 | 1.25 |
| M1.6-0.2 | 1.4 |
| M1.7-0.35 | 1.35 |
| M1.8-0.35 | 1.45 |
| M1.8-0.2 | 1.6 |
| M2-0.4 | 1.6 |
| M2-0.25 | 1.75 |
| M2.2-0.45 | 1.75 |
| M2.2-0.25 | 1.95 |
| M2.3-0.4 | 1.9 |
| M2.5-0.45 | 2.05 |
| M2.5-0.35 | 2.15 |
| M2.6-0.45 | 2.15 |
| M3-0.5 | 2.5 |
| M3-0.35 | 2.65 |
| M3.5-0.6 | 2.9 |
| M3.5-0.35 | 3.15 |
| M4-0.7 | 3.3 |
| M4-0.5 | 3.5 |
| M4.5-0.75 | 3.75 |
| M4.5-0.5 | 4 |
| M5-0.8 | 4.2 |
| M5-0.5 | 4.5 |
| M6-1.0 | 5 |
| M6-0.75 | 5.25 |
M7~M16の下穴表
| ねじの径とピッチ | 推奨下穴径 |
|---|---|
| M7-1.0 | 6 |
| M7-0.75 | 6.25 |
| M8-1.25 | 6.75 |
| M8-1.0 | 7 |
| M8-0.75 | 7.25 |
| M9-1.25 | 7.75 |
| M9-1.0 | 8 |
| M9-0.75 | 8.25 |
| M10-1.5 | 8.5 |
| M10x1.25 | 8.75 |
| M10-1.0 | 9 |
| M10-0.75 | 9.25 |
| M11-1.5 | 9.5 |
| M11-1.25 | 9.75 |
| M11-1.0 | 10 |
| M11-0.75 | 10.25 |
| M12-1.75 | 10.25 |
| M12-1.5 | 10.5 |
| M12-1.25 | 10.75 |
| M12-1.0 | 11 |
| M14-2.0 | 12 |
| M14-1.5 | 12.5 |
| M14-1.25 | 12.75 |
| M14-1.0 | 13 |
| M15-1.5 | 13.5 |
| M15-1.25 | 13.8 |
| M15-1.0 | 14 |
| M16-2.0 | 14 |
| M16-1.5 | 14.5 |
| M16-1.0 | 15 |
| M16-0.5 | 15.5 |
- 太字のものは、JIS規格の1欄(一般的に流通している規格)のピッチは並目のものとなります。
- 一般的な参考下穴表です。使用するタップメーカーの下穴径を良く確認してください。
タップを立てる
こんなタップセットを使用しました。


タップに切削用オイルを塗布してからねじを切っていきます。
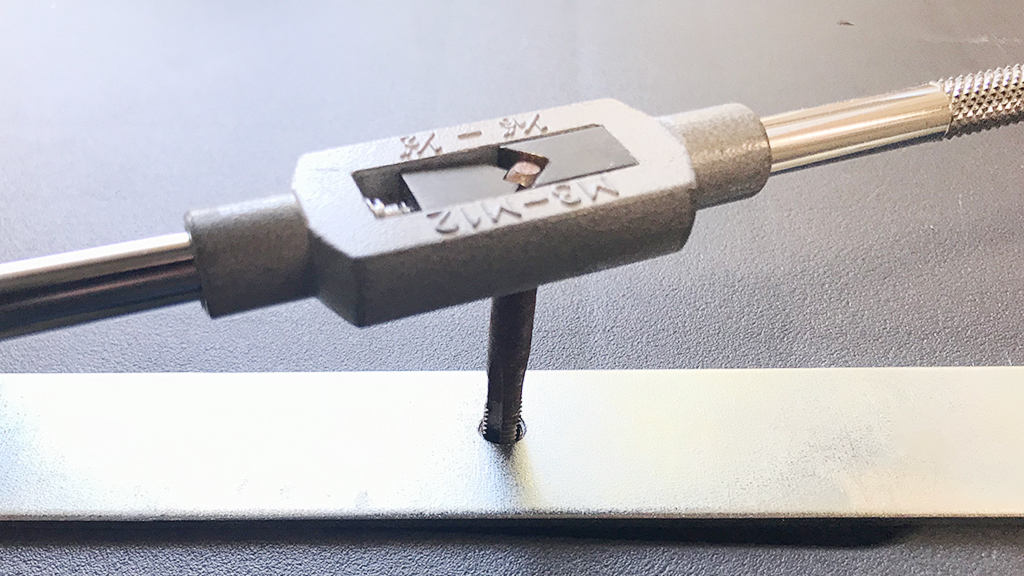
ねじを切る面に対して、できるだけ垂直になるように下穴に先端を差し込みます。ゆっくりと軽く荷重を掛けながら、回していきます。
抵抗が大きく感じたら無理に回さず、少し逆回転させて、また切り始めるを繰り返せばタップを折ることなく、ねじ山を作ることができます。
止まり穴の場合は、同様の手順で上タップまで仕上げます。
板厚は最低必要?
一般的に、鉄部に鉄製のネジを使用するのであれば、ねじ山が3山ほどかかっていれば、強度は出ると言われています。ただ、これは経験則に基づいたものであって、少々不安が残る数値です。
知見者の間でも、様々な意見がありますが、ねじの軸力まで計算された工業製品でもない限り、DIY範疇なら、0.6d程度が妥当ではないかと考えています。
0.6dとは、ねじの呼び太さに対しての割合を表します。ねじ山が何山噛めば良いのかという考えとは異なりますが、ねじの耐力を考えた場合、太さに対しての割合の方が確実性が高いものと思います。
例えば、M6のねじであれば、呼び寸が6mmなので、
6×0.6=3.6mm
→3.6mm以上の板厚のものであれば、タップを立ててもある程度安心ということになります。
ねじが引きちぎれるまで、引っ張るような使用想定であれば、もう少し厚みの余力は必要です。
厳密には、ピッチが細かいボルトは、耐力も高くなるので、もっと必要です。
ただ、一般使用で、そこまでの荷重は掛けないと思いますし、厚みの制限がありすぎると加工もしずらくなります。この程度が最適なのではないかと考えます。
※保証するものではないので、あしからず。
まとめと注意点
タップを切る時は、穴の形状によって、また機械加工なのか、手工具での加工なのかによって使うタップは違います。
タップ加工する時は、以下の点に注意して施工しましょう。
- 下穴は、必ず規定のサイズのドリルを使ってあける。
- 下穴は、ボール盤などを使って垂直にあける。
- タップを下穴に噛ませるときも、できる限り垂直に。
- タップの材質は固い反面もろいため、途中で折れると最悪。折れないように細心の注意を払う。
- M3・M4用などの細いタップは斜めに入ると特に折れるので通り穴でも先タップでガイド穴が必要。
注意点をまもれば、特に難しい作業ではありません。タップを切る事ができれば、金属加工の幅が広がります。再タップで、潰れたねじ山を修復することもできるようになります。